
Skrūves ar asu galu ir līdzīgas mašīnu skrūvēm, bet skrūves vītne ir īpaša vītne pašvītņojošām skrūvēm.To izmanto, lai savienotu kopā divas plānas metāla detaļas, lai izveidotu vienu gabalu, un komponentos iepriekš ir jāizveido mazi caurumi.Šīs skrūves augstās cietības dēļ to var ieskrūvēt tieši detaļas caurumā, veidojot komponentā reaģējošu iekšējo vītni.Šis savienojuma veidošanas veids ir arī noņemams savienojums.


Sagatavošanas procesa vai ražošanas procesa pirmā daļa skrūvei ar smaili ir uztīšanas process.Process ir oriģinālās spoles, ko iegādājies izejvielu ražotājs.Galvenie spoles parametri ir: A, zīmols B, nosaukums C, specifikācija D, materiāls E, krāsns numurs vai partijas numurs F, daudzums vai svars.Oglekļa tērauda spoļu galvenais ķīmiskais sastāvs ir: C, Mn, P, S, Si, Cu, Al, no kuriem mazāks Cu, Al saturs, jo labāk.

Otrs process skrūvju ražošanā ir stiepļu vilkšanas process.Stiepļu vilkšanas procesa mērķis ir sasniegt mums nepieciešamo stieples diametru (piemēram, stieples stiepšana līdz 3,5 mm).
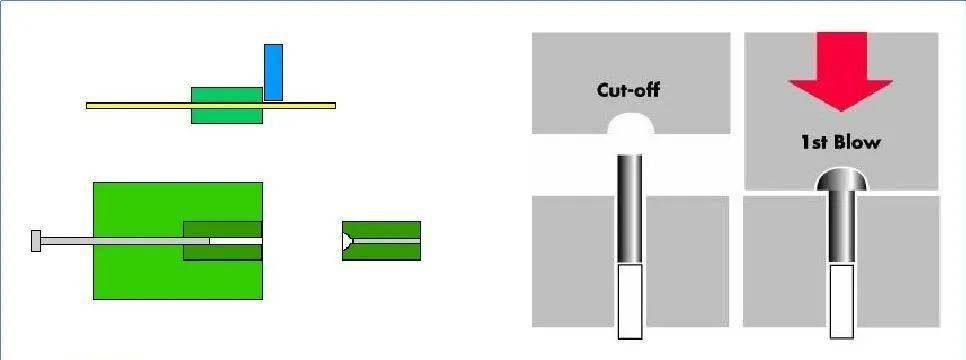


Trešais process ir aukstā virziena (virsraksta) process.Mijiedarbojoties presformām, veidojot formu, vispirms sagriež stiepli, sagriežot skrūvju sagatavēs, veidojot galvu, šķērsrievu (vai cita veida galviņas) vītnes sagataves diametru un stieņa garumu, noapaļojot zem galvas utt.
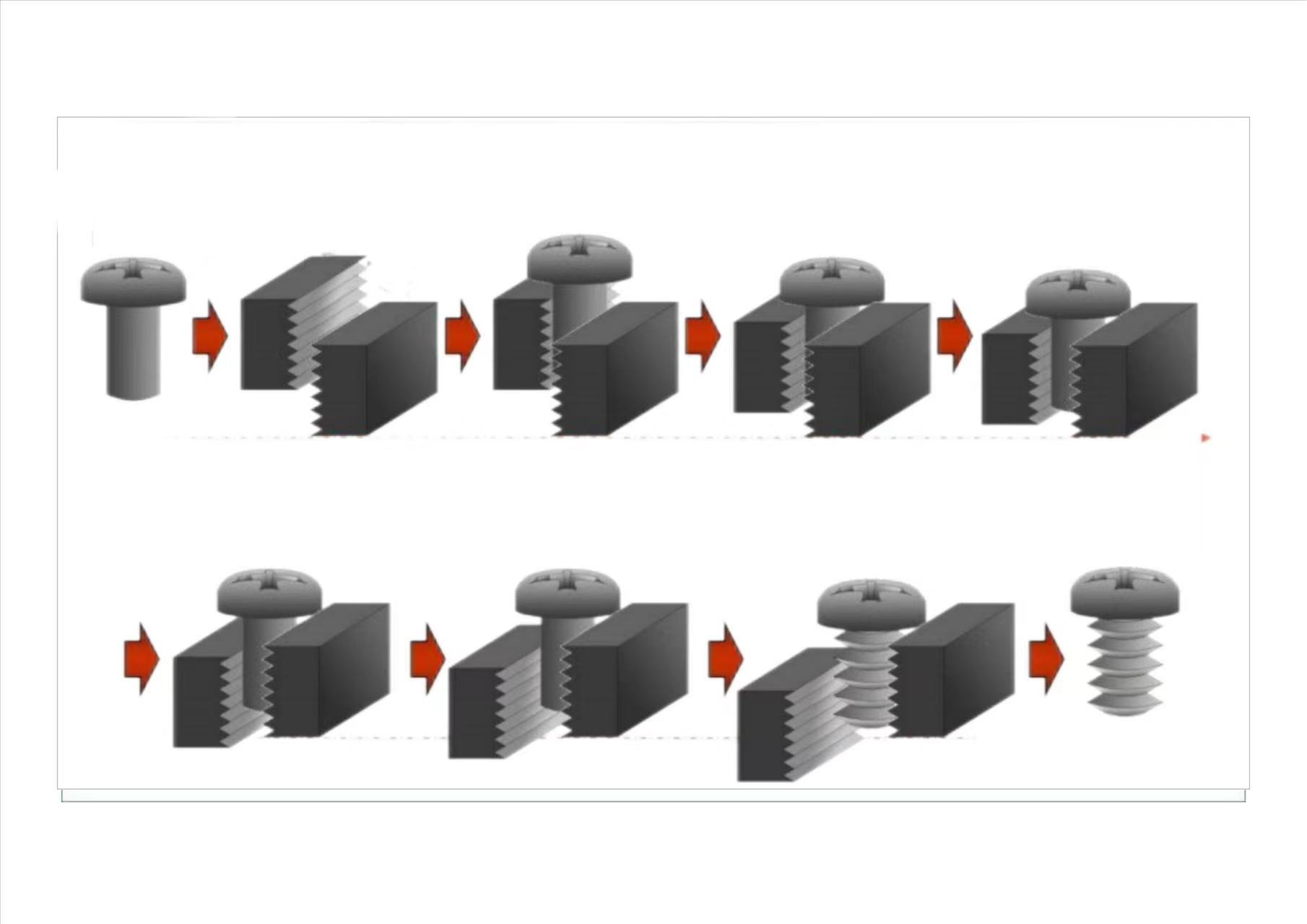
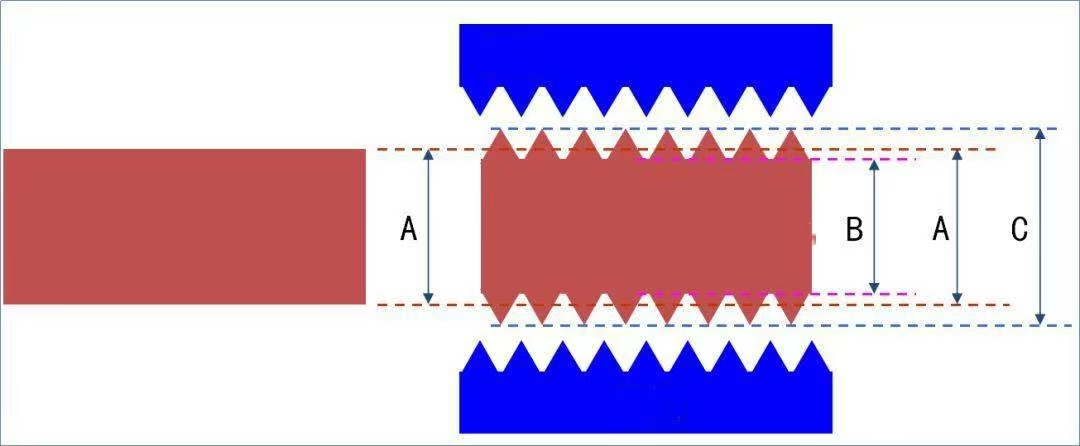

Vītņu velmēšanas process ir ceturtais ražošanas process.Vītnes tiek izritinātas no aukstās galviņas sagatavēm, un diegu rakstu veido kustīgo un fiksēto zobu plākšņu mijiedarbība.

5, termiskās apstrādes process
01. Mērķis:
Izgatavot skrūvi aukstā virziena procesā, lai iegūtu lielāku cietību un izturību
02. Loma:
Lai panāktu metāla pašvītņojošu bloķēšanu
Uzlabojiet metāla detaļu mehāniskās īpašības, piemēram, vērpes, stiepes, nodilumizturību
03. Klasifikācija:
A. Atkvēlināšana: (700 ℃ x 4 h): iegarena organizācija - ortogonāla poligonizācija.
B. Karburēšanas termiskā apstrāde (oglekļa pievienošana metāla daļām, lai uzlabotu to virsmas cietību, metāla materiāliem ar zemu oglekļa saturu)
C. Rūdīšanas termiskā apstrāde (metālam netiek pievienoti nekādi elementi, metāla iekšējo struktūru maina temperatūras maiņa, lai iegūtu labākas mehāniskās īpašības) Austrālijas tirgum mums ir spēcīga pārliecība, lieliski ārējās tirdzniecības pārdevēji, dažādi produktu, kā rūpnīca, stingra produktu piegādes un kvalitātes kontrole, klusējot izveidota komanda utt., tas ir iemesls, kāpēc mēs konkurējam par Austrālijas tirgus mikroshēmām.
Pēdējais process ir virsmas apstrādes process, kas pazīstams arī kā apšuvums.Pēc pārklājuma izstrādājuma virsma var parādīt vēlamo krāsas efektu un virsmas antioksidācijas pārklājuma efektu.

XINRUIFENG Stiprinājuma galvenie produkti ir skrūves ar asiem galiem un skrūves ar urbi.
Asu skrūvju komplektā ietilpst ģipškartona skrūves, skaidu plākšņu skrūves, pašvītņojošas skrūves, dažādu veidu CSK galviņas, sešstūra galviņas, kopņu galviņas, pannas galviņas un pannas rāmja galvas asu skrūves.
Urbuma skrūve ietver ģipškartona skrūvju urbšanas galu, CSK galviņas pašurbšanas skrūves, sešstūra galvas pašurbšanas skrūves, sešstūra galvu ar pašurbjošām skrūvēm ar EPDM;PVC;vai gumijas paplāksne, pašurbjošās skrūves ar kopņu galvu, pašurbjošās skrūves ar galviņu un pašurbjošās skrūves.
Lieliska kvalitāte, konkurētspējīga cena un savlaicīga piegāde ir trīs mūsu panākumu pīlāri.Un mēs vēlamies izveidot ilgtermiņa partnerattiecības un panākt abpusēji izdevīgus rezultātus ar visiem mūsu klientiem.
Izlikšanas laiks: 28. jūnijs 2023